3 Key Steps to Effectively Improve Manufacturing Operations
As the name suggests, reducing manufacturing complexity is no simple task. Success in this area requires careful planning, analysis and implementation.

Simplifying manufacturing operations should always be done in a way that doesn’t adversely impact product performance or customer preferences. Top performing organisations typically take the following three key steps to identify opportunities to reduce complexity:
- Analyse drivers of complexity and key market trends
Higher customer expectations for customisation and service have increased manufacturing complexity. These expectations demand greater flexibility in operations, but can also improve overall revenue opportunities.
However, increasing complexity has also been highlighted as the cause of significant cost increases. These cost increases can be attributed to lower performance levels, or increased inventories of materials or finished goods.
In order to reduce complexity, it is important for organisations to understand the key market trends that are driving demand. Once trends are understood, they can then be analysed in order to develop new manufacturing strategies.
- Examine best practices of top performing organisations
Understanding what top performing organisations are doing is a key way to establish industry best practice. However, best practice should typically act as a guideline rather than a hard rule. Any strategy for complexity reduction should be tailored to fit an individual organisation. What works for one organisation may not necessarily work for another.
It is often difficult to replicate the best practices of top performing organisations, as best practice will be linked to a number of factors. However, by using this as a guideline, organisations will be able to identify where changes can be made.
Data on best practice is not always readily available. You can use the Hackett Group’s repository of key best practices is a good place to start gathering data. This will ultimately allow you to carry out your analysis and plan new strategies.
- Benchmarking against Key Performance Indicators
Many potential metrics and KPIs are available to measure the performance of an organisation’s manufacturing complexity. Using these KPIs will allow organisations to benchmark themselves against industry leaders.
Of all the available metrics, there are several that The Hackett Group recommends using to indicate the overall effectiveness of complexity reduction initiatives:
- Production Rate as a percentage of Maximum Capacity
- Total Inventory Turns (Raw, Work in Process (WIP), Finished Goods)
- Finished-Product First-pass Quality Yield
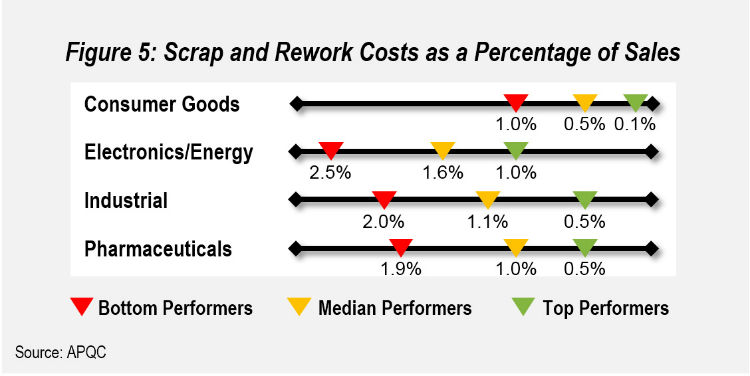
- Scrap and rework costs as a percentage of sales (see below)
As with all metrics, it’s important to be measuring the right things. The SMART (Specific, Measurable, Achievable, Relevant, Timely) rule will also help you ensure that good data is output from them. You should be looking to limit the number of KPIs to around 6 or 7.
The Hackett Group’s Perspective
Reducing manufacturing complexity is a crucial element of a successful supply chain. Through reducing complexity, organisations will typically see a number of improvements. These include:
- Reduced overall product cost
- Stock Keeping Unit rationalisation
- Improved product performance
- Reduced product development cycle
- More motivated and specialised workforce
- Increased manufacturing flexibility
- Better product planning and scheduling
- Improved supplier relationships and performance
Reducing manufacturing complexity is a crucial performance indicator in itself for the supply chain. By driving changes across operations, organisations will start to see improvements in their supply chains, and will move towards being a top performing organisation.
If you want to learn more about trends, best practices and metrics you can use in manufacturing complexity reduction, download the Hackett Group Supply Chain Insight Report here.
Marcos Cominasa is a Director in The Hackett Group’s Strategy and Business Transformation Practice. He has over 18 years of management consulting experience, and specialises in improving supply chain operations for Fortune 500 companies.